
引言
某公司5000t/d水泥生產線生料制備系統(tǒng)采用HRM4800A型立式磨,自2010年投產以來運行一直未達到最佳狀況,工序電耗長期偏高。2012年,水泥原材料不斷變差,生產過程中出現(xiàn)較多的問題,生料制備系統(tǒng)生產狀況更為惡劣,工序電耗高達20kWh/t。2013年,對磨機維護改造,合理匹配研磨軌跡,在提高臺時產量、穩(wěn)定生產和降低電耗方面取得了顯著成效。本文對此過程進行經驗總結。
1.1 設備配置及設計參數(shù)
磨機配置額定功率3800kW;設計產量磨損后期420t/h;入磨物料粒度≤120mm,成品細度:80μm篩篩余≤15%;正常工作情況下磨盤上料層厚度:60mm~80mm;磨內噴氣環(huán)的面積:4.8m2;磨內噴氣環(huán)的風速:50~60m/s;磨內進出風口差壓:5500~7500Pa;研磨壓力≤15MPa。循環(huán)風機額定功率4000kW,風量:920000m3/h,全壓:11000Pa。
1.2 系統(tǒng)工藝流程
系統(tǒng)工藝流程見圖1。
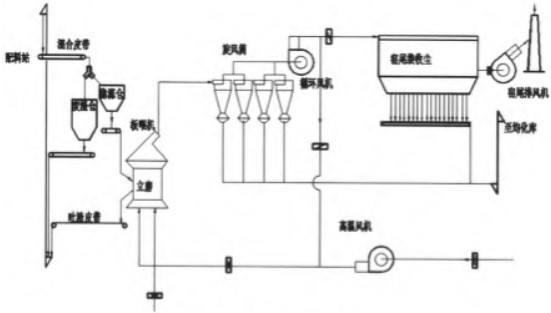
圖1 系統(tǒng)工藝流程
2010年投產以來,該立磨運轉未達到理想狀況,2013年在石灰石礦山不能正常開采,以及外購石灰石礦點多、含泥量高、成分波動大、入磨粒度難以控制的情況下,產量一度降低至420t/h以下。
2013年下半年以來,磨機工況逐漸變差,石灰石粒度得到有效控制后磨機狀況依然未得到改善,主要存在以下問題:
(1)臺時產量低。2013年9月至2015年3月磨機臺時產量長期低于420t/h。
(2)立磨振動大。磨機水平振動值加速度長期高于5mm/s2,垂直振動加速度長期高于4mm/s2。
(3)磨機電流高、波動大。磨機運轉電流長期高于200A。
(4)磨機壓差高。磨機壓差大于9000Pa。
(5)循環(huán)風機電流高。運轉循環(huán)風機風量約745000m3/h,風機電流長期高于210A。
(6)料層波動大。料層長期在30~100mm之間波動。
(1)研磨效率差,成品率低。磨機磨輥及磨盤堆焊后尺寸偏差較大,研磨軌跡不合理。
(2)風環(huán)通風面積小。由于多次對磨輥護套磨損部位疊加式修復,導致風環(huán)通風面積大幅度降低,風環(huán)流場紊亂,磨機壓差較高。
(3)顆粒級配差,吐渣循環(huán)量大、細顆粒多,料層波動大,操作難以控制,也導致磨機壓差大幅度升高,振動大。
(4)機械原因。由于長期磨機帶病運轉,導致?lián)u臂軸承座及軸承損傷、磨機基礎松動等均是磨機振動大的原因。
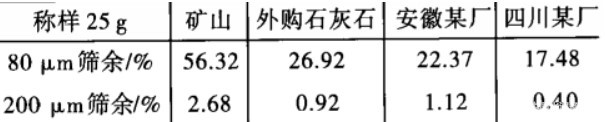
(5)原材料易磨性差。安徽某廠、四川某廠立磨同該公司型號完全一致,兩廠磨機臺時產量均高于480t/h,工序電耗低于15kWh/t,工況相差較大,對比發(fā)現(xiàn)該公司礦山石灰石易磨性較差(見表1)。
表1 礦山石灰石易磨性對比表
四、解決措施
(1)恢復設備完好性。自2014年2月開始,逐步實施磨機設備修復工作,分批次更換磨機搖臂軸承、修復搖臂軸、修復磨機基礎。隨著磨機設備的修復,磨機振動得到一定程度的控制,磨機水平、垂直振動值加速度低于4mm/s2。
(2)嚴格控制石灰石粒度。對礦山石灰石破碎機錘頭磨損狀況監(jiān)控,及時調整錘頭與篦條間隙,及時更換錘頭,嚴格控制石灰石粒度<50mm。
(3)整體修復風環(huán)。對磨輥修復部位進行清理,重新按照原始尺寸修復,核對通風面積后適當加少量風環(huán)蓋板,保證通風面積及風環(huán)風速,嚴格控制風環(huán)面積4.0m2,計算得實際運轉風環(huán)風速約46m/s,磨機壓差下降至8200Pa左右,吐渣量穩(wěn)定,細顆粒少。
(4)技改不合理部位。
①技改液壓系統(tǒng)。液壓油管內徑由25mm加粗至32mm;每個磨輥下氮氣囊三組9支增加至三組12支,嚴格控制氮氣囊壓力,兩側氮氣囊壓力為研磨壓力的60%,背面氮氣囊壓力為1.0~1.5MPa。
②技改入磨板式喂料機,減少漏風量。將原配置入磨分格輪技改為全密封式板式喂料機,技改后磨機開啟時窯尾廢氣管道O?含量下降1.2%。
③選用LV選粉機。選粉機技改后頻率由原來的46Hz下降至36Hz,技改前后生料細度80μm篩余15%,200μm篩余由1.5%降低至0.5%。
(5)核對研磨軌跡、重新堆焊磨輥皮及磨盤襯板。由于對磨輥皮及磨盤反復堆焊,磨輥皮及磨盤瓦堆焊尺寸與原始設計尺寸相差較大,研磨軌跡嚴重偏離,重新堆焊后恢復原始設計尺寸,研磨區(qū)域合理配合,改善研磨效率,提高成品率,較高的成品率有利于降低循環(huán)風機電流及選粉機頻率(見表2)。
表2 原料磨循環(huán)風機電流數(shù)據(jù)表

(6)適當增加擋料環(huán)高度。擋料環(huán)高度由磨損后的45mm增加至70mm,磨機振動得到有效改善。
隨著磨機整體修復、改造的推進及日常維護工作的加強,磨機狀況逐步得到好轉,自2015年5月開始,運轉狀況整體良好,臺時產量基本保持480t/h左右,磨機電流穩(wěn)定200A;循環(huán)風機風量下降至645000m3/h,電流下降至140A以內;立磨振動減小,磨機水平振動值加速度低于2.5mm/s2,垂直振動加速度2.0mm/s2,磨機壓差降低至7500Pa,磨機料層平均70mm,工序電耗持續(xù)降低至14kWh/t(見表3)。
表3 原料磨臺時電耗數(shù)據(jù)表


